The Future of Manufacturing: How Reindustrialization Is Introducing New Standards and Practices
Black swan events reveal supply chain fragility, sparking reindustrialization. This article explores their impact and future technologies using Capgemini's research.

In recent years, the global manufacturing landscape has faced numerous unpredictable challenges, often referred to as black swans. These events have highlighted the fragility of global supply chains and sparked a significant trend towards reindustrialization. Drawing on Capgemini's extensive research, we at KINEXON are committed to the mission of fully automating shop floors. In this blog article, we will delve into the meaning of reindustrialization, predict its impact on the manufacturing sector, and examine the technologies crucial for the future of industrial manufacturing.
What is Reindustrialization?
The concept of reindustrialization has gained traction as countries seek to revitalize their industrial sectors. Reindustrialization encompasses a range of strategies aimed at strengthening manufacturing, increasing industrial output, and modernizing production methods. Together we will delve into the essence of reindustrialization, explore its significance, objectives, and key components.
Firstly, reindustrialization emerges not only because of recent economical issues, but also as a response to deindustrialization, a phenomenon marked by the decline of industrial activities within a region or country. Factors contributing to deindustrialization include globalization, technological advancements, and shifts in consumer preferences.
Reindustrialization initiatives are multifaceted and often tailored to the specific needs and circumstances of each region. Common strategies include investing in infrastructure to support industrial activities, promoting innovation and technology adoption to enhance productivity, fostering skilled labour forces through education and training programs. Creating favourable business environments to attract industrial investments, can also be part of these efforts.
What Is the Goal of Reindustrialization?
The overarching goal of reindustrialization is to stimulate economic growth, create employment opportunities, enhance competitiveness, and revitalize communities that rely on industrial sectors for prosperity. By revitalizing manufacturing and other industrial activities, countries can diversify their economies, reduce dependency on imports, and foster resilience against external shocks.
As the Capgemini study shows there is a greater need to upgrade existing brownfield factories (28%), rather than building new ones (12%) the next 12 months. While new factories are usually up to date with the latest technologies, older factories need to implement and install state-of the art technologies to keep up with production requirements.
As countries embark on reindustrialization efforts to revitalize declining industrial sectors, the role of so-called SMAC (Social, Mobile, Analytics, and Cloud) technologies becomes increasingly prominent. These technologies serve as the cornerstone for modernizing industrial operations, enhancing efficiency, and fostering innovation. By harnessing the power of SMAC, industrial enterprises can not only adapt to changing market dynamics but also lay the foundation for sustainable growth and competitiveness in the digital age.
Key Takeaways
- Reindustrialization responds to deindustrialization caused by globalization and technological changes.
- Reindustrialization involves tailored strategies, like infrastructure investment and innovation promotion, to revitalize industrial sectors.
- Reindustrialization aims to boost economies, create jobs, and revitalize communities by modernizing manufacturing and reducing import dependence.
- Upgrading existing factories (28%) is prioritized over building new ones (12%), per a Capgemini study. Older factories need state-of-the-art tech to meet production demands.
- Reindustrialization relies on SMAC (Social, Mobile, Analytics, Cloud) technologies to modernize operations and foster innovation for sustainable growth.
Which Technologies Are Relevant for Reindustrialization?
As we already heard, the use of modern technologies is essential for a successful reindustrialization strategy. Depending on individual requirements each manufacturer will need a different set. However, there are some key technologies that provide a foundation for other SMAC Technologies. We will go through the most important ones.
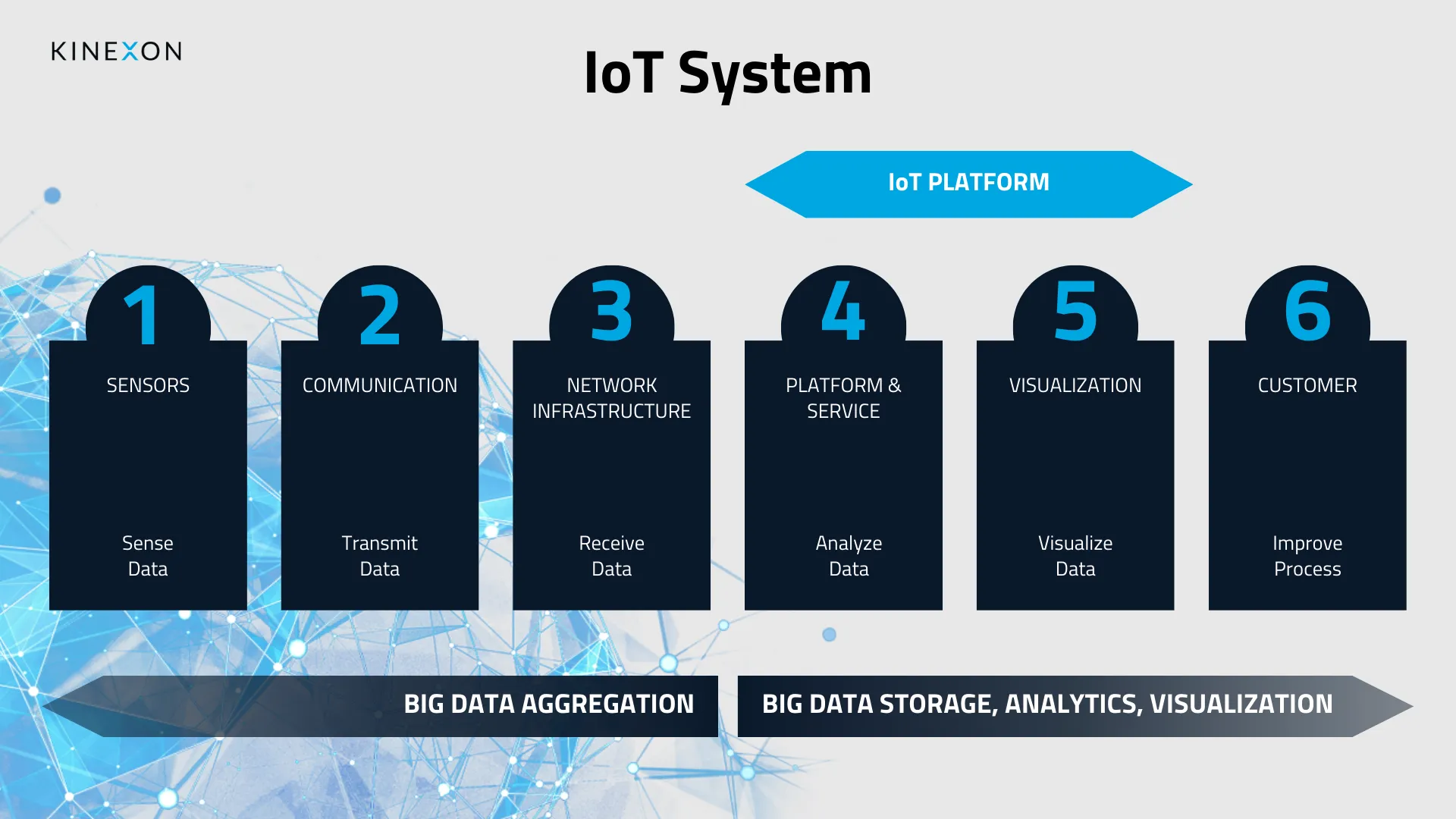
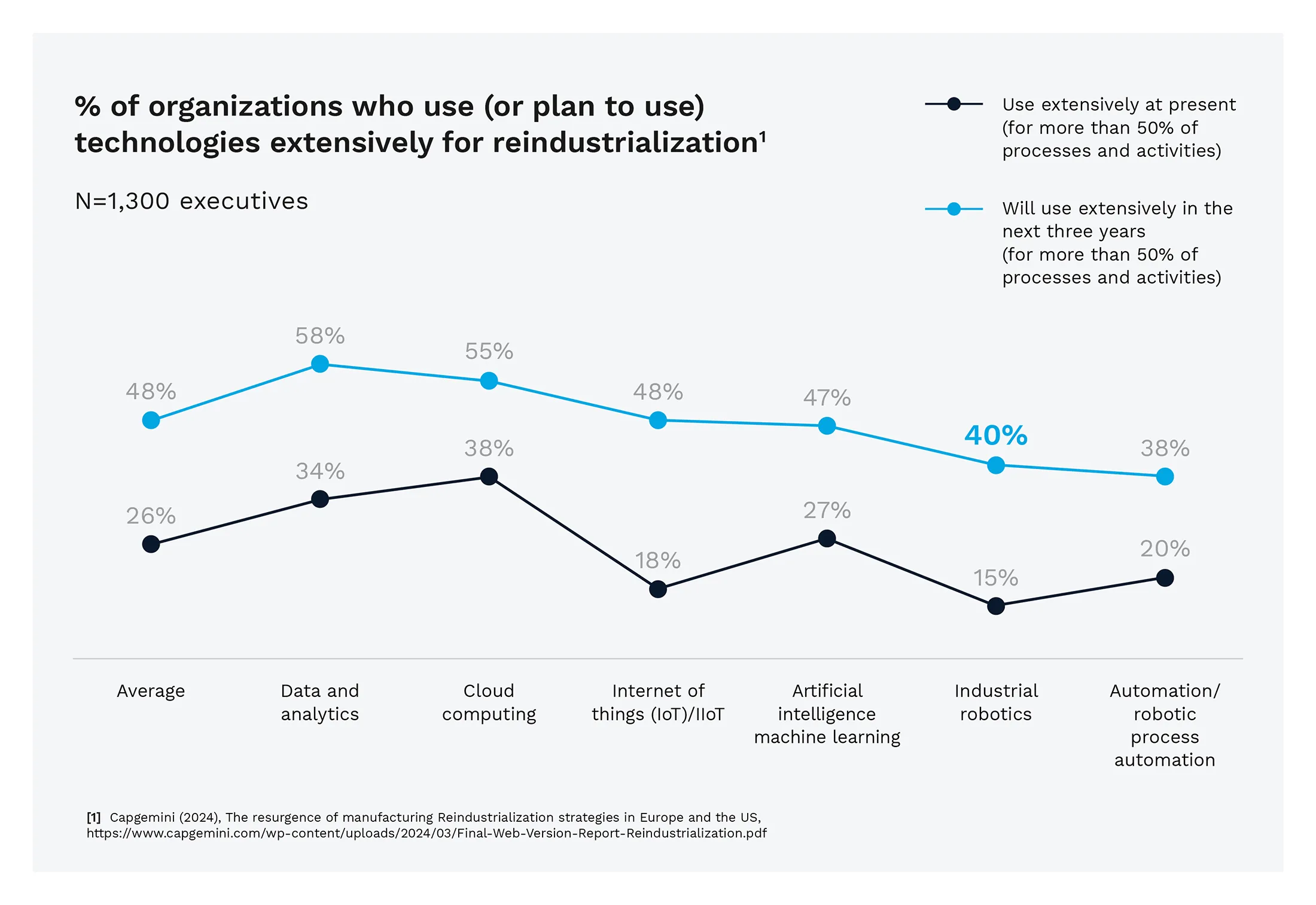
IoT: 48% of organizations plan to use IoT extensively in the next three years
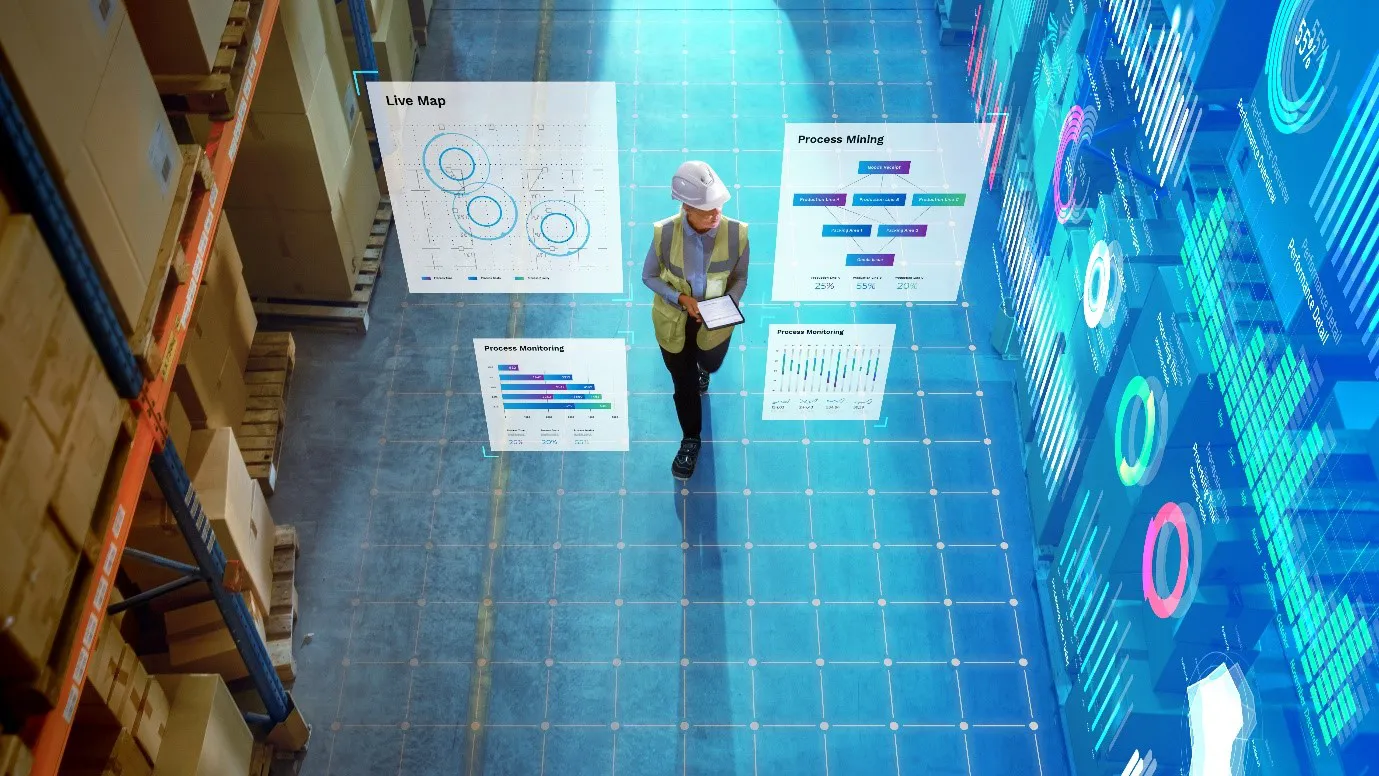
In the drive for reindustrialization, the Internet of Things (IoT) is revolutionizing and optimizing manufacturing processes. By integrating IoT devices into manufacturing and logistics operations, factories can gather real-time data on production rates, machine performance, energy consumption, and product quality. This continuous stream of real-time data allows manufacturers to monitor operations closely, spot inefficiencies or bottlenecks, and make informed decisions to boost productivity.
Capgemini research reveals that 48% of organizations plan to use IoT extensively in the next three years, a significant increase from the current 18%.
Moreover, IoT-enabled sensors facilitate predictive maintenance, letting manufacturers detect and address potential equipment failures before they happen. Embracing IoT technologies is key to revitalizing industrial sectors, enhancing efficiency, agility, and competitiveness in a fast-evolving market.
Digital Twins: According to Capgemini, 94% will use digital twins in the next three years
Digital twins are transforming manufacturing processes, especially in the context of reindustrialization. A digital twin is a virtual representation of a physical asset, such as a machine, product, or even an entire factory, created using real-time data and simulations. By developing digital twins of manufacturing assets, companies gain invaluable insights into their performance, behavior, and interactions within the production environment.
These digital replicas enable manufacturers to simulate and optimize various scenarios, from production scheduling and workflow design to product design and testing. Experimenting with different parameters in the digital realm allows manufacturers to enhance efficiency, minimize waste, and improve product quality before making any physical changes.
Digital twins empower manufacturers to make data-driven decisions, streamline processes, and accelerate innovation, propelling the reindustrialization agenda forward. It is no surprise that a remarkable 94% of organizations plan to utilize digital twins and Generative AI in the next three years. Embrace the future of manufacturing with digital twins and drive your operations to new heights!
Industrial Robotics: 40% of companies plan on using mobile robots in the next three years
Mobile robots are emerging as indispensable assets, transforming manufacturing operations with their versatility and intelligence. Their ability to navigate factory floors autonomously, without the constraints of fixed infrastructure, empowers manufacturers to adapt to production demands.
Moreover, mobile robots drive significant efficiency gains by automating repetitive tasks and optimizing workflows. Operating around the clock, they minimize downtime and maximize the efficiency of manufacturing assets, resulting in tangible cost savings and improved overall performance.
Mobile robots contribute to workplace safety by navigating complex environments with precision and reliability. Their advanced sensor systems and navigation algorithms enable seamless collaboration with human workers, fostering a safer and more productive work environment. In essence, mobile robots play a vital role in reshaping manufacturing processes, enabling greater flexibility, efficiency, and safety in the journey towards reindustrialization. The findings of Capgemini show that around 40% of organizations interviewed plan on using mobile robots extensively in the next three years.

What Steps Should Manufacturers Take Towards Reindustrialization?
While the potential of these technologies is exciting, let's shift our focus to actionable steps for manufacturers on the path to reindustrialization. We'll explore practical tasks that factories can undertake to embrace this journey. From adopting new technologies to optimizing supply chains, we'll highlight strategies to foster growth and competitiveness in the ever-evolving manufacturing landscape.
- Adopt Advanced Technologies: Embrace innovative technologies such as IoT, digital twins, mobile robots, track and trace systems, and generative AI in manufacturing to modernize production processes, enhance efficiency, and drive innovation.
- Opt for Real-time Data: Leverage the power of real-time data and predictive analytics to anticipate production bottlenecks, optimize resource allocation, and proactively address issues before they impact operations. This enables agile decision-making and ensures optimal performance across the manufacturing process.
- Invest in Automation: Implement automation solutions across various stages of production to streamline workflows, reduce manual labor, minimize errors, and increase throughput. This includes automating repetitive tasks, material handling, and quality control processes.
- Optimize Supply Chains: Build resilient and agile supply chains by diversifying sourcing strategies, leveraging data analytics for demand forecasting, and establishing closer collaborations with suppliers and partners. This helps mitigate risks associated with disruptions and ensures continuity of operations.
- Cultivate Partnerships: Collaborate with technology providers, research institutions, government agencies, and industry peers to exchange knowledge, share best practices, and drive collective efforts towards reindustrialization. Establish strategic partnerships to access expertise, resources, and funding opportunities for innovation projects.
Reindustrialize with Ease: What You Need to Consider When Managing Diverse Mobile Robots. Read the Complimentary Guide!
More Resources
Stay Up to Date
Subscribe to our newsletter and stay connected. You can unsubscribe at any time.
Ready to automate your industrial operations?
Schedule a meeting with our experts to connect and automate your operations.
Get in touch